Plastic Bottle Manufacturers in UAE – Poly Cos


Why Some PET Bottles Develop Stress Cracks After Filling is usually a filling-stage failure, not a random defect.
A formula with surfactants, alcohol, or aromatic oils can push a stressed PET bottle past its limit in 48 hours, especially when the bottle sees 70°C plus heat later in the supply chain.
For UAE and GCC manufacturers, that means the root cause sits in resin grade, fill temperature, bottle design, and chemical compatibility, not just in the warehouse. The first check usually starts with a qualified PET bottle manufacturer and a local plastic bottle manufacturer in UAE that understands hot fill and regional storage stress.
A PET bottle can look perfect on the line and still fail after filling.
That is the trap.
The crack starts where the bottle is already weak, usually the base or gate area, then grows under internal pressure, chemical attack, and heat.
Common failure triggers include:
- Low intrinsic viscosity resin
- Hot fill above spec
- Aggressive surfactants
- Weak gate design
- Uneven wall distribution
A procurement team that only checks appearance misses the real problem.
A technical review must check material, formula, and process together, because the crack is usually a system failure, not a single mistake.
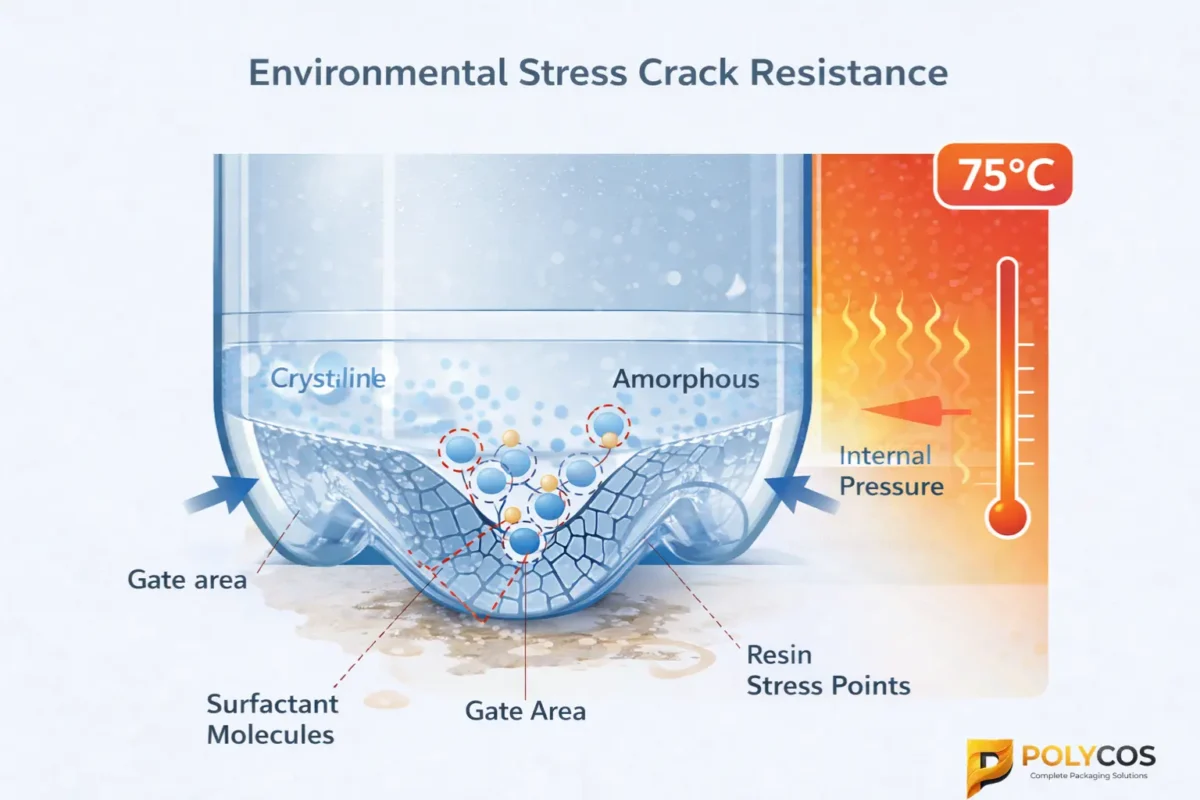
Understanding Environmental Stress Crack Resistance
Environmental Stress Crack Resistance, or ESCR, is the ability of a PET bottle to resist brittle failure under chemical exposure and stress.
A PET bottle can pass a visual inspection and still fail ESCR once the wrong formula, fill temperature, or capping load enters the picture.
Primary factors influencing ESCR include:
- Resin intrinsic viscosity
- Molecular weight distribution
- Bottle wall thickness
- Internal filling pressure
A warehouse in Sharjah hits 45°C in August, and the pallets sit wrapped longer than planned.
The PET bottle base feels warm and slightly yielding when an operator lifts it.
A sharp crack follows at the gate area, then clear detergent seeps into the carton and turns the board soft and translucent.
The mechanical language is simple.
When amorphous PET regions are pulled apart by stress, the crack can run fast.
When the bottle already carries residual molding stress, the failure starts sooner.
The same logic appears in the hidden cost of wrong plastic bottle material case, where a material mismatch becomes expensive only after the batch leaves the line.
Why Formula Chemistry Starts the Crack
Certain filling formulas weaken the surface energy of PET and let micro-fissures grow.
That does not look like a chemical burn.
It looks like a clean bottle that failed for no obvious reason.
High-risk ingredients include:
- Concentrated essential oils
- Alcohol-based solvents
- Anionic surfactants
- Fragrance carriers
- Aggressive detergents
A cosmetic filling line in the GCC uses a lemon-scented cleanser with strong surfactants.
The liquid feels slick, almost oily, and the bottle shoulder shows fine lines after 24 hours.
By the next day, those lines have turned into a visible crack around the neck finish.
That pattern shows up often in formula-driven packaging losses.
The bottle did not suddenly become weak.
The formula exposed a weakness that was already inside the polymer.
Aromatic hydrocarbons create the same pressure point.
Citrus notes, oud carriers, and certain perfume bases move into the surface layer faster than a neutral water-based product.
Once they lower the resistance of the amorphous zone, the crack can spread with very little extra load.
Operational teams comparing material behavior often revisit the full when to choose HDPE instead of PET guide, because the formula, not the bottle shape, decides the failure risk.
Thermal Stress and GCC Logistics Pressure
Extreme heat in the UAE and GCC speeds up crack growth by raising internal pressure and softening the polymer.
Once temperatures move above 60°C, the bottle base and neck carry more stress than the design assumed.
Logistics risks in Sharjah and Dubai include:
- 76°C container heat
- Humid coastal storage
- Delayed pallet movement
- Overnight temperature swings
A 40ft container sits on the Jebel Ali tarmac.
Internal temperature climbs to 78°C.
The PET bottle shoulders begin to soften, the formula migrates into tiny surface flaws, and the pallet collapses by the time it reaches Riyadh.
The container smells of artificial citrus and sticky residue coats the carton edges.
That failure is not dramatic at first.
It starts as a pressure problem.
Heat pushes the liquid, the liquid pushes the wall, and the wall opens at the weakest point.
A full batch can be lost quickly.
A rejected 40ft container can cost roughly AED 250,000, and that number rises when repacking, freight, and rework get added.
A material change is not always the answer.
Sometimes the right fix is better temperature control, but only after the resin and formula have been validated.
The cost of guessing is usually higher than the cost of testing, which is why procurement teams keep the PET vs HDPE bottles comparison open during review.
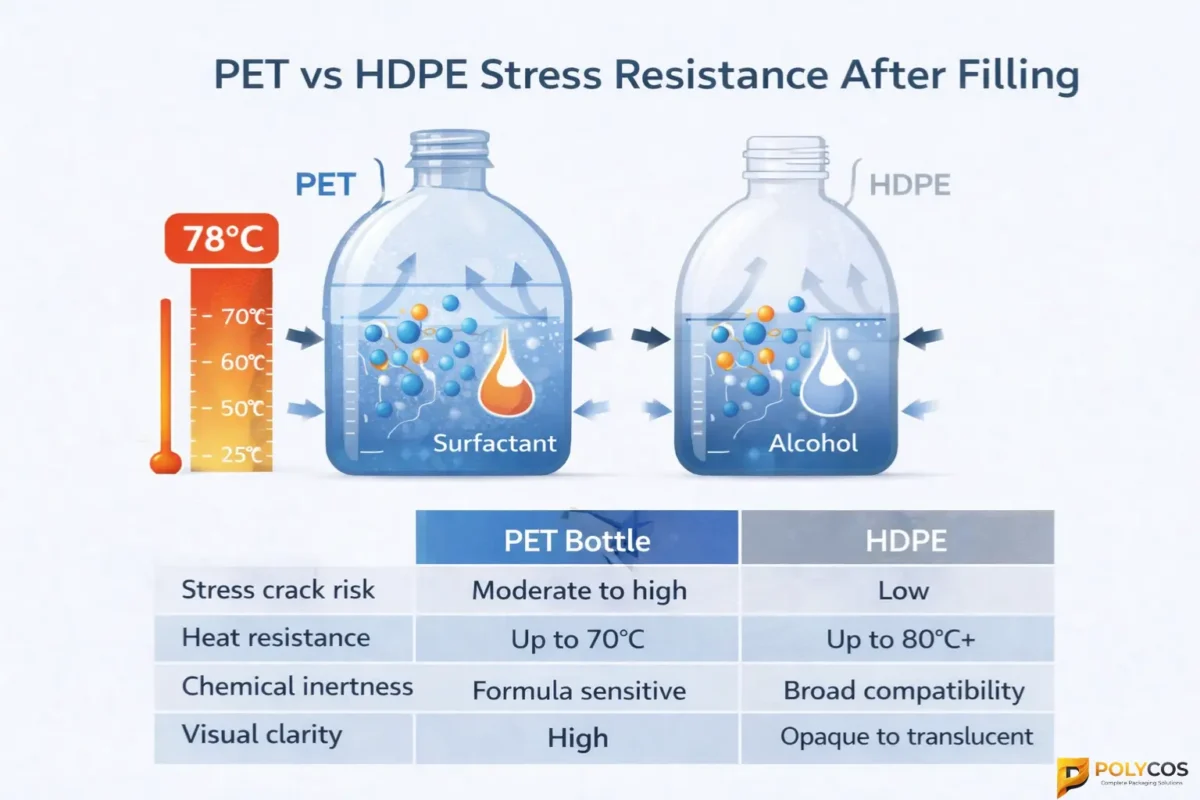
Comparison Table: PET vs HDPE for Stress Resistance
Material choice decides how much stress the bottle can absorb before failure.
A formula that punishes PET may still run safely in HDPE.
| Factor | PET Bottle | HDPE Bottle |
|---|---|---|
| Stress crack risk | Moderate to high | Low |
| Heat resistance | Up to 70°C | Up to 80°C+ |
| Chemical inertness | Formula sensitive | Broad compatibility |
| Visual clarity | High | Opaque to translucent |
| UAE logistics fit | Conditional | Strong |
If a product contains surfactants, alcohols, or aromatic carriers, the PET bottle needs tighter control.
If the same product will sit in 60°C to 80°C logistics conditions, HDPE often gives a wider safety margin.
Design and Manufacturing Defects That Turn Small Stress Into Cracks
Improper blow molding creates weak zones that collect stress after filling.
Excess crystallinity in the gate area or uneven wall distribution makes a PET bottle brittle faster.
Label sentence: design defects to check first:
- Gate area crystallinity
- Uneven wall thickness
- Poor stretch ratio
- Residual molding stress
- Neck finish distortion
A bottle can pass a quick line check and still fail after 24 to 48 hours.
That delay is why the defect gets blamed on shipping when the problem started much earlier.
Minimum practical specs for high-risk formulas include:
- Intrinsic viscosity around 0.82 dL/g
- Wall thickness above 0.30 mm in base petals
- Fill temperature below 35°C when possible
- Regrind kept under 25%
- Oven test at 60°C for 48 hours
The right product page helps here too, because a buyer needs more than a bottle shape.
A practical selection starts with the products page, then moves into the actual bottle grade and process review.
When the formula is aggressive and the climate is hot, the bottle design has to earn its place.
Practical Specification Guide for Procurement Teams
The fastest way to cut stress cracking is to match resin, formula, and process before production starts.
That means checking fill temperature, chemical compatibility, and bottle geometry in the same review.
| Factor | Recommended Range | Risk Threshold |
|---|---|---|
| Fill temperature | Below 35°C | Above 45°C |
| Container heat exposure | Below 60°C | Above 70°C |
| Intrinsic viscosity | About 0.82 dL/g | Below 0.80 dL/g |
| Wall thickness | Above 0.30 mm | Below 0.30 mm |
| Regrind percentage | Under 25% | Above 25% |
A procurement team that validates these numbers before launch avoids a common trap.
The bottle looks fine, the formula looks fine, and the first 1,000 units look fine.
Then the cracks appear after filling, after capping, or after 48 hours on a hot floor.
If the product runs near alcohol, surfactants, or aromatic oils, the team should test ESCR, not just appearance.
That single extra step often saves an entire batch.
The same procurement logic appears in the hidden cost of wrong plastic bottle material and in the broader HDPE vs PET bottles comparison.
Polycos Industries reviews formula chemistry before recommending PET or HDPE. Request a free compatibility check at poly-cos before your next production run.
FAQ
Why do PET bottles crack after filling?
PET bottles crack after filling when chemical stress, heat, and internal pressure act on a weak area of the bottle.
The crack often starts at the gate or base.
Does fill temperature matter?
Yes, fill temperature matters a lot.
A hotter fill raises internal pressure and can speed crack growth, especially above 35°C.
Which ingredients are most risky?
Alcohols, surfactants, essential oils, and aromatic carriers are the biggest risks.
These ingredients lower surface resistance and help micro-fissures spread.
Does wall thickness fix the problem?
Wall thickness helps, but it does not solve a chemistry mismatch.
A thick PET bottle can still crack if the formula is aggressive.
When should HDPE replace PET?
HDPE should replace PET when the formula is aggressive, the climate is hot, or the container needs a wider safety margin.
For many high-stress GCC use cases, HDPE is the cleaner choice.