Plastic Bottle Manufacturers in UAE – Poly Cos

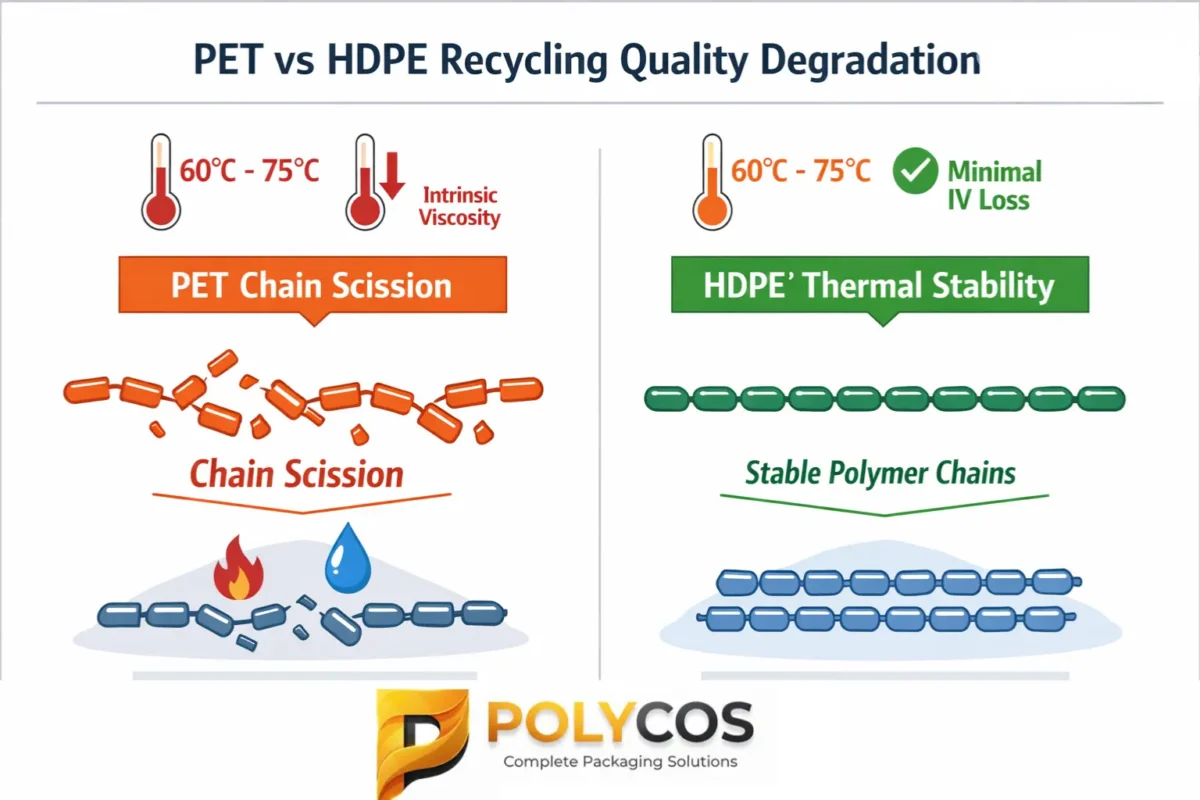
Recycled PET loses quality faster than HDPE because its molecular structure undergoes rapid chain scission during the thermal stress of mechanical recycling. Every heat cycle reduces PET intrinsic viscosity by 10% to 15%. For procurement heads managing UAE logistics where container temperatures hit 60°C, understanding PET vs HDPE recycling quality is vital for preventing batch failures.
Procurement managers reviewing the full PET vs HDPE material comparison for the first time often find the contamination timeline the most surprising element. The chemical stability of the polymer determines how many times a manufacturer can reprocess the resin before it becomes unfit for use.
The Impact of Hydrolysis on PET vs HDPE Recycling Quality
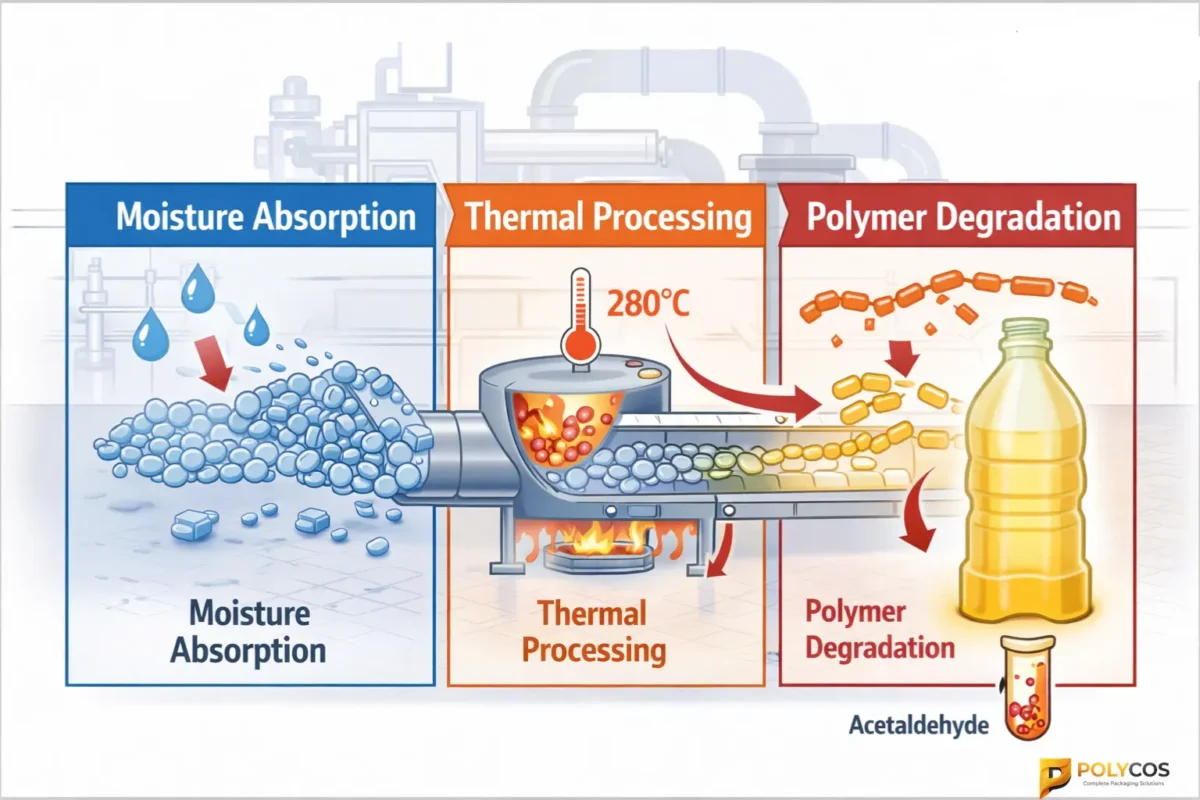
Moisture is the hidden enemy of PET vs HDPE recycling quality because PET is a hygroscopic polymer that absorbs water from the Sharjah air. If an operator does not dry recycled PET flakes to less than 0.005% moisture before processing, the water molecules react with the heat to cut the polymer chains instantly.
Inside the Polycos Industries production facility, the smell of molten polymer signals a new batch of recycled PET. The operator holds a cooled preform; it has a faint, undesirable yellow tint compared to the crystal-clear virgin resin. When tapped against a metal surface, the recycled PET makes a sharp, brittle “clink” instead of the duller, robust thud of virgin material.
Processing requirements for recycled PET include:
- Pre-drying to 50 ppm moisture.
- Precise temperature control at 280°C.
- Continuous intrinsic viscosity monitoring.
- Solid-stating for high-grade applications.
Understanding Chain Scission in Recycled PET
Chain scission is the primary mechanism that causes Recycled PET to lose structural integrity during the melt-processing phase. Thermal energy breaks the long polymer chains into smaller fragments, directly reducing the material intrinsic viscosity.
Brands that switch to HDPE cosmetic bottles after a contamination event typically find the material change alone eliminates the problem without reformulation. If the PET chain length drops too low, the resulting Polycos Industries PET bottle will exhibit micro-cracks under minimal pressure.
Visible signs of chain scission include:
- Visible yellowing of bottle walls.
- Increased brittleness in the base.
- Reduced top-load pressure resistance.
- Accumulation of acetaldehyde in resin.
The same failure pattern appears in the hidden cost of wrong plastic bottle material decision guide. Using a degraded resin for a carbonated beverage leads to gas permeation and flat product within weeks.
Why HDPE Proves More Robust in the GCC
Polycos Industries HDPE bottles maintain better structural consistency because HDPE lacks the oxygen-rich ester groups found in PET. This chemical simplicity allows the polymer to withstand the 200°C+ temperatures of blow molding with less molecular fragmentation.
HDPE uses a carbon-hydrogen backbone that resists the chemical “cutting” that moisture causes in polyesters. This makes rHDPE a significantly more forgiving material for industrial applications in humid coastal regions like Dubai or Abu Dhabi.
Polycos Industries recommends HDPE when:
- Filling temperature exceeds 60°C.
- Product pH is highly alkaline.
- Container volume exceeds 5 liters.
- Logistics involve long-term outdoor storage.
Comparison of Polymer Stability and Specs
The following table highlights the performance gap between recycled grades of these two common polymers.
| Specification | Recycled PET (recycled PET) | Recycled HDPE (rHDPE) |
| Glass Transition (Tg) | 75°C | -110°C |
| IV/MFI Loss per Cycle | 10% to 15% | 3% to 5% |
| Primary Failure Mode | Hydrolytic Chain Scission | Thermal Oxidative Cross-linking |
| Max Fill Temp | 60°C | 80°C |
| Visual Change | Yellowing and Haze | Slight Opaque Grey Shift |
UAE Logistics and the Thermal History Factor
The extreme heat in the UAE accelerates the degradation of Polycos Industries PET bottles already compromised by previous recycling cycles. A container sitting at 75°C exceeds the glass transition point of PET, causing the molecular structure to shift.
A procurement manager opens a container after three days on the Jebel Ali docks in 49°C heat. The air inside is a stifling 72°C and smells of scorched plastic. Upon inspection, the PET bottles at the top of the pallet feel tacky to the touch and the bottom edges have begun to warp under the weight of the stack.
Common UAE logistics risks include:
- Shoulder collapse in 70°C heat.
- Loss of 20% impact resistance.
- Stress cracking in chemical formulas.
- Batch rejection costing AED 150,000.
Practical Specification Guide for Procurement
Procurement teams must verify the thermal history of their resin before approving a production run. Asking for a certificate of analysis (COA) that includes intrinsic viscosity levels is the first step in risk mitigation.
Key specification thresholds include:
- Intrinsic Viscosity: Target 0.78 dL/g.
- Wall Thickness: 1.5mm to 4.5mm range.
- Melt Flow Index: 0.3 to 1.0 g/10 min.
- PCR Content: 25% to 50% blend.
Polycos Industries reviews formula chemistry and thermal requirements before recommending recycled PET or HDPE. Request a free compatibility check to protect your next production run from heat-induced failure.
FAQ
Does recycled PET always turn yellow?
Yellowing is a natural consequence of thermal oxidation during recycling, but high-quality vacuum stripping can minimize the visual shift.
How many times can HDPE be recycled?
HDPE can typically undergo 10 mechanical recycling cycles before its tensile strength drops below the safety threshold for industrial containers.
How does UAE heat affect bottle shelf life?
Ambient temperatures above 40°C accelerate the migration of oxygen through recycled PET walls, potentially shortening product shelf life by 30%.
What is Intrinsic Viscosity (IV) in plastic manufacturing?
IV measures the molecular weight of the polymer; higher IV indicates longer molecular chains and greater structural strength in the final bottle.
Is recycled HDPE safe for food in the GCC?
Recycled HDPE is safe for food contact provided the recycler has achieved ESMA or SASO “no objection” letters for their specific decontamination process.